Pneumatic v mechanical conveyors: the considerations

A Short Furniture History
September 24, 2019
What shirts can you wear with a navy suit when going to an event
September 25, 2019
The advent of conveyors using vacuum technology has allowed enormous increases in the efficiency of industrial, pharmaceutical and food processing industries. These conveyors allow complex, multi-part processes to be automated and they also enable the bulk transport of materials such as granules or fine powders that can’t be mechanically transported.
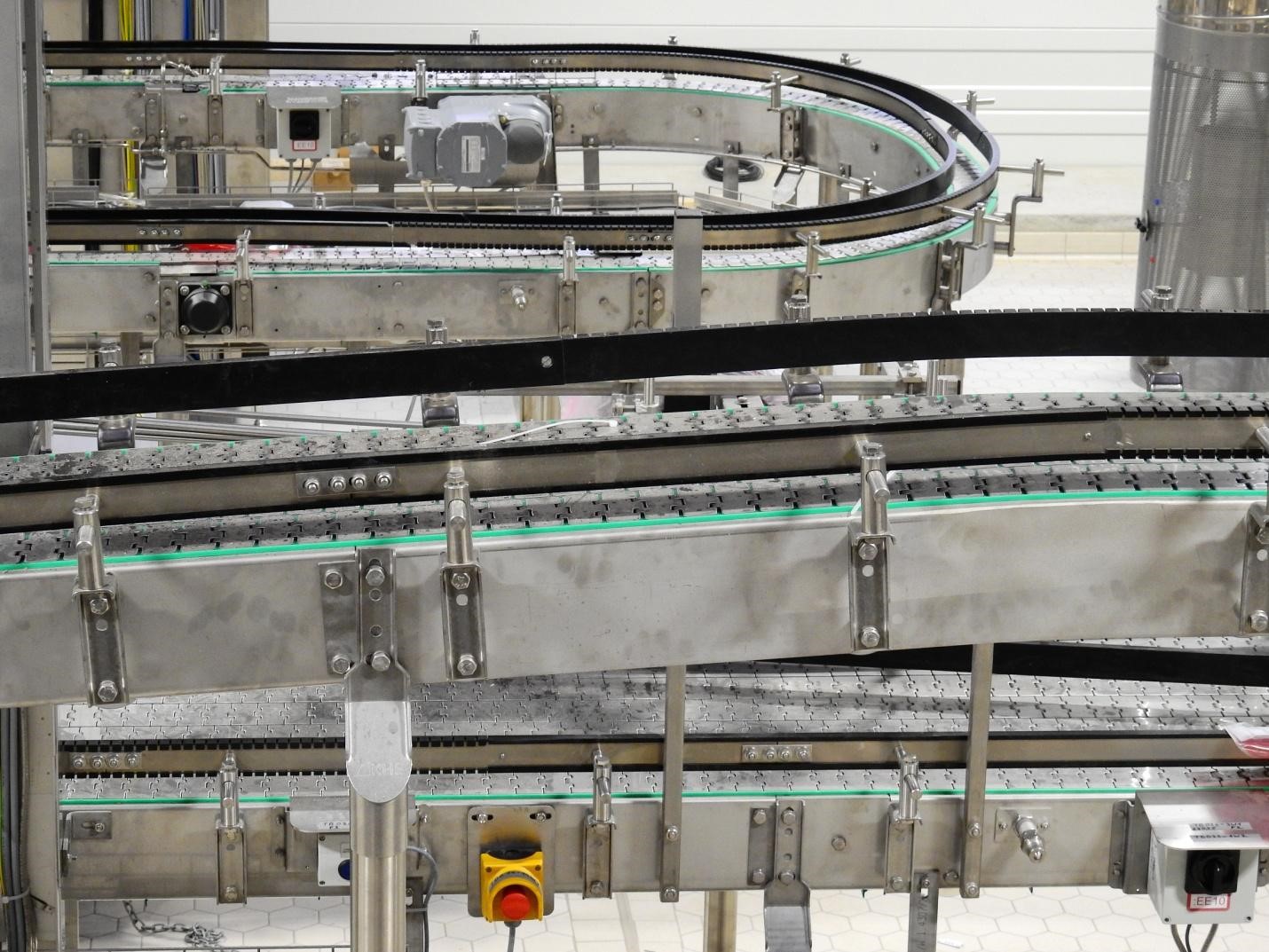
Image Credit
How does vacuum conveying work?
Vacuum conveyors (you’ll also find them referred to as pneumatic conveyors) have four main parts: a source of air, a device for feeding in the material to be conveyed, a conveyor line and a separator. The separator divides the air from the material being moved, so that when the material arrives at its destination, the air stays in the system and the material is deposited as required, without a lot of air coming out with it.
This is in contrast to the mechanical conveyor which needs a motor, pulleys, sprockets and many other moving parts which are all prone to wear and tear and need maintenance. Both systems need pumps but vacuum pumps are lighter and more compact so they have a better energy efficiency performance. In some cases metal bonding adhesive such as that supplied by https://www.ct1.com/product-applications/metal-to-metal-adhesive/ can be used to rectify any issues with the machinery.

Where vacuum conveyors win out
A vacuum system becomes more cost-effective, the longer the distance that it has to move the materials. It costs the same to have a vacuum system moving material 30 metres as 500 metres. This isn’t true for mechanical conveyors, that have a “per metre” cost on top of the engine, and which need rollers and other parts all the way along the conveyor.
Vacuum transport is of course, much more suitable for fine powders which can represent a risk to workers if the powder becomes suspended in air. Similarly, drug ingredients that would be toxic, or food ingredients that must not be contaminated, can be safely moved by vacuum because the system is closed. Another great advantage of vacuum conveyors is that the materials inside them can be kept safe from humidity, cold, heat or other atmospheric conditions that might adversely affect the material.
As manufacturing processes become more complex and sophisticated, and energy costs rise, vacuum conveyor technology looks set to become the option of choice for moving materials in a processing environment. Fast, clean, safe and energy efficient it’s becoming the standard conveying method for many manufacturing processes.



{kind=link}
{kind=link}
{kind=link}